 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 [ 32 ] 33 34 35 36 37 38 39
где 9i и 02 - углы наклона, образованные осевой линией и линиями соответствующих внутренней и внешней поверхностей конусов.
П-образные фланцы внешней и внутренней коаксиальных двухпроводных линий для обоих примыкающих отрезков оказываются вписанными в коническую линию, и на них распространяются закономерности, как для симметричной конической линии. С изменением длины внутреннего токопровода, отличным от значения 2d, вершина условных конусов отступает от конца двухпроводной коаксиальной линии равной длины и, таким образом, постоянство волнового сопротивления не сохраняется, а картина магнитного и электрического полей искажается относительно исходной. Более того, можно показать, что удлинение внутреннего проводника линии на 2d влияет не только на картину электромагнитного поля (на волновое сопротивление), но и на чисто активное сопротивление. Известно, что активное сопротивление двухпроводной коаксиальной линии для внутреннего проводника
г а = l/(nd6a),
где nd - длина окружности проводника.
Для П-образного фланца активное сопротивление определяется развернутой длиной полок фланца, описанных на окружности внутреннего токопровода, поэтому чем ближе эта длина к nd, тем меньше активное сопротивление П-образного фланца отличается от сопротивления примыкаемой линии. При соединении отрезков токопровода П-образные фланцы не образуют замкнутого контура и происходит излучение энергии с открытых концов. Расчеты по электромагнитному излучению такого фидерного устройства не проводились. Однако фактические замеры потерь на фидерном устройстве длиной до 20 м с тремя-четырьмя переходами показывают, что в случае соединения П-образными фланцами потери на 3% ниже, чем в аналогичном устройстве с прямоугольными изгибами чисто коаксиальной линии (соединение сварное), и на 7% ниже, чем в двухпроводной отк5ытой линии с таким же количеством пространственных переходов.
Следует отметить, что при выполнении П-образных фланцев, расположенных взаимно перпендикулярно, можно получить линию прямоугольного или круглого волновода со щелями на гранях, который не имеет электромагнитного излучения.
Расчетное фидерное устройство относится к двухпроводной коаксиальной линии с разрывами по длине, причем в точках разрыва образуется четырехпроводная симметричная линия с параметрами четырехполюсника, эквивалентными двухпроводной коаксиальной линии. Данный четырехполюсник легко трансформируется в коаксиальную коническую линию, круглый или прямоугольный волновод, открытую двух- и однопроводную линию практически без существенных дополнительных потерь, а в отдель-
ных случаях с потерями меньшими, чем в основной линии, что целесообразно в точках присоединения линии к нагрузке.
Оказывается возможным сохранять оптимальным волновое сопротивление фидерного устройства независимо от количества отрезков линии и величины угла между примыкающими отрезками. Увеличение в отрезках линии длины внутреннего токопровода относительно длины внешнего токопровода на два диаметра внутренней трубы (токопровода) снижает разницу в сопротивлениях внутреннего и внешнего токопроводов, когда угол наклона между отрезками линии переменный навсей длине фидерного устройства. Таким образом, при неблагоприятных конструктивных условиях прокладки фидерной трассы (много пространственных переходов, большая разница в длине отрезков) сохраняется высокий коэффициент передачи высокочастотной мощности от источника к потребителю.
Подобные устройства применяются преимущественно в двухпроводных линиях. Для нагрузок, имеющих трехпроводную схему включения, например с помощью высокочастотного автотрансформатора, могут использоваться другие конструкции. В большинстве случаев в трех-проводных линиях используется шинопровод из параллельного и симметрично расположенных токопроводов. Иногда шинопровод на большие силы тока выполняется в виде трех токоведущих труб, расположенных коаксиально. Для уменьшения габаритных размеров этих труб применяется жидкостное или газовое охлаждение. Недостатком подобных шинопроводов следует считать необходимость иметь большое сечение труб для большей силы тока, в то время как при поверхностном эффекте это сечение должно быть минимальным.
Конструкция шинопровода усиливается и для противодействия возникающим электродинамическим силам. Предварительный расчет показывает, что активное сопротивление крайних труб трехпроводного шинопровода такое же, как если бы каждая труба работала автономно. Активное сопротивление средней трубы примерно на 5% выше, чем при уединенной ее работе. Этих недостатков удается избежать при выполнении трехфазной линии, в виде коаксиального фидерного устройства (А. с. № 208048 - рис. 73). С целью уменьшения сопротивления среднего токоведущего цилиндра, потерь энергии на нем и для ослабления взаимного влияния цилиндров средний цилиндр составлен из нескольких трубок, расположенных коаксиально относительно оси фидера и закреп-
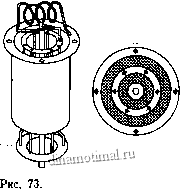
Коаксиальное устройство
фидерное
ленных на концах контактными дисками. Такое выполнение среднего токопровода, в данном случае замена сплошной трубы, дает возможность уменьшить действующее значение активного сопротивления линии за счет ослабления поверхностного эффекта.
Выполнение среднего токопровода в виде сплошного цилиндра приводит не только к увеличению его активного сопротивления, но и к значительному перераспределению электромагнитного поля, что особенно важно на высоких частотах. В этом случае его можно рассматривать как два коаксиальных фидера, практически независимых друг от друга: фидер, образованный внутренней (осевой) и средней трубами, и фидер, образованный средней и внешней трубами, причем поля между этими фидерами изолированы друг от друга средней сплошной трубой.
Емкости между поверхностями труб имеют достаточно большое численное значение и приводят к наличию емкостных токов. Эти токи имеют место между внешней и средней трубами и между средней и внутренней, в то время как емкость между внешней и внутренней трубами сведена к минимуму и емкостных токов практически нет. Таким образом, имеется как бы две линии, взаимо-СЕязанные между собой, и одна независимая от них. Все три линии работают на одну нагрузку, что искажает работу схемы в целом.
В рассмотренном фидерномустройстве емкости минимальны и рассредоточены между всеми тремя проводами. Межфидерное электромагнитное поле взаимосвязано и уравновешено, поэтому устройство в фазовом отношении работает как одно целое.
Кроме этого, выполнение среднего токопровода в виде беличьего колеса с контактными дисками на концах обеспечивает свободное подключение всех токоведущих шин фидера к нагрузке простыми известными приемами. Трехпроводные фидерные устройства нашли применение в ламповых генераторах с автотрансформаторным включением закалочного трансформатора или непосредственно индуктора.
В практике электротермии имеет место подключение индукционных нагревателей с помощью коаксиальных фидеров к тиристорным преобразователям частоты.
В литейном и прокатном производствах, где используется индукционный нагрев, передача высокочастотной энергии осуществляется теми же приемами и средствами, как указано выше, отличие можно усмотреть лишь в компоновке кабельных (фидерных) трасс, которая учитывает расположение технологического оборудования, участка и цеха в целом.
В ходе внедрения и эксплуатации высокочастотных силовых линий часто возникает необходимость переделки (перекоммутации) или восстановления линии после аварии. Ремонт фидерных отрезков коаксиальной линии из труб не вызывает затруднений, он сводится в основном к замене пробитых межпроводных изоляционных прокладок. Такие работы отмечаются редко. Большие трудности
встречаются при ремонте фидерных линий, выполненных из кабеля КВСП. В нормативной технологии сращивание таких кабелей осуществляется при помощи плоских оконцевателей с напайкой на них внешнего и внутреннего токопроводов.
Геометрия сращиваемого узла изменяется, возникают дополнительные активные и реактивные потери в месте стыка. Практика показывает, что отрезки кабеля КВСП, вышедшие из строя по причине высокочастотного пробоя или выгорания, в последующем можно соединять без изменения геометрии их стыка. Для этого поврежденное место полностью очищается от внешней оболочки и внутренней изоляции, фиксируется в пространстве естественным положением токоведущих жил, укладывается в опалубку специальной формы и заливается эпоксидным компаундом. После застывания компаунда и разборки опалубки поврежденные отрезки кабеля готовы к длительной работе без существенных изменений их
Таблица 20. Эксплуатационные характеристики кабельных трасс
Измеренные параметры, характеристика линии
Измеренные параметры
Количество и длина (м) отрезков линии
Габаритные размеры линии (диаметр D/d), мм
Тип соединительного перехода
Максимальный угол поворота между отрезками,
Напряжение в начале линии, В
Напряжение, в конце линии, В
Сила тока в начале линии, А
Мощность в нагрузке, кВт Коэффициент мощности индуктивный
Частота переменного тока, Гц
Расчетные параметры линии Емкость, пф/м Индуктивность, мкГн/м Активное сопротивление,
мкОм/м
Волновое сопротивление, Ом
Коэффициент затухания
raquo; фазы
raquo; бегущей волны
К. п. д. фидера (на 100 м)
Тип кабеля
Линия
Коаксиальный фидер
1X15 | 4X40 | 2X150 | 2X10 | 1X15 | |
35/26 | 20/10 | 35/25 | 35/25/4 | 70/45 | 270/85 |
ские ши | Свар- | Флан | цевый | ||
П-образный | |||||
1150 | |||||
0,99 | 0,97 | 0,95 | 0,99 | ||
2400 | 2400 | 2400 | 2400 | 1000 | 1000 |
27,0 | 52,3 | 120,0 | 17,2 | 69,0 | 45,5 |
0,415 | 0,210 | 0,092 | 0,645 | 0,240 | |
0,82 | 2,06 | 1,58 | 0,47 | 0,53 | 0,28 |
0,920 | 0,930 | 0,900 | 0,945 | 0,940 | 0,985 |

технических параметров. Технология разделки и восстановления непродолжительна по времени и может выполняться на любом участке трассы, непосредственно у поврежденного места.
При необходимости соединение токоведущих жил выполняется с помощью лужения и пайки концов встык, а лучше внакрой каждой из жил со своей смежной противолежащей жилой.
Навивка внешних жил токопровода в спираль, как заложено конструкцией кабеля, не обязательна в месте стыка. Жилы расположены строго параллельно друг другу и оси кабеля, что обеспечивает некоторый запас по длине кабеля за счет раскрутки жил на некотором участке, смежном с восстанавливаемым.
Общая длина кабеля КВСП сохраняется без изменения монтажа при вырезанном участке, вышедшем из строя. Такая технология восстановления кабеля весьма эффективна и позволяет длительно использовать кабельные трассы, многократно выходившие из строя по различным аварийным причинам. Кабели серии АСГ (АСБГ) при выходе из строя на определенном участке в результате межвиткового пробоя или по иной причине заменяются, как правило, на всей длине трассы, что существенно снижает эффективность их применения.
В табл. 20 приведены эксплуатационные характеристики применения кабельных трасс в условиях кузнечного производства.
Надо иметь в виду, что совместная прокладка кабелей (ссо-бенно КВСП и АСГ) в кабельных каналах для питания индивидуальных электротермических устройств закалки деталей в поточно-групповой линии нежелательна.
В процессе несогласованной работы смежных устройств происходят взаимные наводки электромагнитного поля через кабели, которые могут вызвать нежелательные возмущения в цепях управления, срыв или ложное включение нагрева, не вызванные производственной необходимостью.
Глава VI
ОРГАНИЗАЦИЯ СЛУЖБЫ РЕМОНТА
И ОБСЛУЖИВАНИЯ ЭЛЕКТРОТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ В УСЛОВИЯХ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
22. Участок по ремонту и изготовлению индукторов
Основатель техники индукционного нагрева проф. В. П. Вологдин отмечал, что laquo;все усилия ученых дадут малый результат или даже не дадут никакого, если не будут созданы условия для внедрения на производстве процессов, на какой бы научной высоте они ни стояли raquo; [11].
Одним из основных условий внедрения нового оборудования на производстве и успешной его эксплуатации является надежная работа этого оборудования, возможность оперативной замены вышедших из строя или модернизированных деталей и сборочных единиц.
Без наличия достаточного количества обменного фонда индукторов, конденсаторов, контакторов и т. д., без обеспечения своевременным и качественным ремонтом индукционных нагревателей немыслима их бесперебойная работа. При крупносерийном производстве и интенсивной эксплуатации оборудования индукционного нагрева становится актуальной организация на предприятиях специализированных участков (цехов) по ремонту и изготовлению индукторов и приспособлений. Следует отметить, что создание на машиностроительных предприятиях собственной ремонтной службы по индукторам является вынужденной мерой. Это вызвано тем, что до настоящего времени отсутствуют специализированные за-водыпо серийному изготовлению индукторов и спецоснастки к ним. В то же время традиционно существующие ремонтные службы механика, энергетика, БИХа и подобные им не могут обеспечить электротермическое оборудование надежным техническим обслуживанием в силу его специфики.
Такие работы, как навивка токопроводов по сложному профилю, сборка индукторв, выполнение электрической и тепловой изоляции, проведение стендовых испытаний и экспериментальной доводки, требуют создания специальных службы, участка или цеха в зависимости от объема вспомогательных электротермических работ.
Нередко, особенно в мелкосерийном производстве, участки по обслуживанию и ремонту индукторов как составной части электротермического оборудования выполняют все экспериментально-наладочные работы. Такие участки позволяют предприятиям без помощи подрядных организаций поддерживать индукционные нагреватели в исправности и постоянной готовности к работе, повы-
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 [ 32 ] 33 34 35 36 37 38 39 |




