 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 [ 3 ] 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
основными показателями: потребляемой моп1.ностью, коэффициентом мощности потребителя cos ф, к. п. д. нагревателя т], стабильностью напряжения питающей энергосети MJ, удельным расходом электроэнергии р на тонну нагреваемого металла. Разнообразие нагревателей по принципам конструирования и технологической принадлежности требует индивидуального подхода к определению того или иного показателя.
1967 т ms 1370 1371 1372 1375 1374 1375 Ш 1377гг.
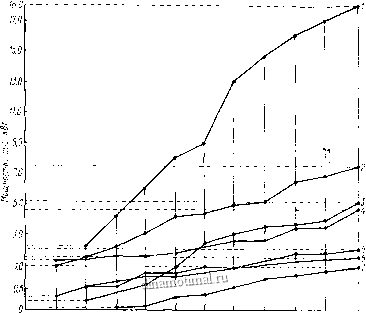
Рис. 5. Темпы роста потребления электроэнергии по видам нагрева при изготовлении трактора laquo;Кировец raquo;:
/ - нагрев на штамповку; 2 - закалка; 3 - резка; 4 - плавка; 5 - отпуск; 6 - нагрев иа производство инструмента; 7 - пайка
Характерной особенностью современного машиностроительного производства является постоянное увеличение потребления электроэнергии для индукционного нагрева. На графике рис. 5 представлены темпы роста потребления электроэнергии индукционными нагревателями при производстве трактора К-701. i
Тракторное производство металлоемко и включает в себя большой объем металлургических процессов, таких, как литье, штамповка, термообработка и др. Все эти процессы используют нагревательные средства, главные из которых-электротермические. Так, доля пламенного нагрева природным газом за этот же период уменьшилась в общем объеме примерно на 30% и по темпам и абсолютному росту значительно уступает электронагреву. 1С
Использование мазута для нагрева прекратилось вообще, а пар используется эпизодически. Анализ потребления энергии свидетельствует о явной тенденции к расширению объемов использования устройств с большими установленными мощностями. Если в начальный период наиболее энергоемкими при плавке были средства для индукционного нагрева (до 1000 кВт), то к настоящему времени кузнечные индукционные нагреватели мощностью 1000- 1600 кВт используются повсеместно. Возросли абсолютные мощности и при термообработке от 60-1Q0 кВт до 250-500 кВт, особенно в поточном производстве.
Устройства для индукционного нагрева, работающие не на частоте 50 Гц, имеют преобразователь, который может представлять для электросети двигательную(электромашинный преобразователь) или статическую (ламповый генератор) нагрузку со сравнительно низким коэффициентом мощности. Электромашинные преобразователи большой мощности (например, ВГВФ 1580-2500) используются в этом случае с приводными синхронными двигателями и компенсируют коэффициент мощности cos ф всего завода. Характер потребления электроэнергии из сети и на высокой частоте представлен в табл. 1 для двух параллельно включенных машин типа ВГВФ 1580-2500 при штамповке деталей. Количественные показатели наглядно демонстрируют, как уровень освоения электротермического устройства в целом влияет на степень его использования.
Таблица 1. Среднемесячное потребление электроэнергии двумя преобразователями типа ВГВФ 1580-2500, параллельно включенными на нагрев при штамповке
Удель- | Удель- | ||||
Средне- | ный рас- | средне- | ный рас- | ||
месяч- | ход элек- | месяч- | ход элек- | ||
ное по- | троэнер- | ное по- | троэнер- | ||
Год, месяц | требление по | гии на 1 т на- | Год, месяц | требление по | гии на 1 т на- |
высокой | гретого | высокой | гретого | ||
частоте. | металла | частоте. | металла | ||
кВт. ч | по сети, кВт ч/т | кВт .4 | по сети, кВт. ч/т | ||
1968, июль | 534 600 | 2470 | 1977, июль | 490 ООО | |
1968, август | 704 100 | 2460 | 1977, август | 440 ООО | |
1968, сентябрь | 724 200 | 3080 | 1977, сентябрь | 326 ООО | |
1968, октябрь - | 845 000 | 2450 | 1977, октябрь | 645 ООО | |
1968, ноябрь | 842 800 | 2940 | 1977, ноябрь | 530 ООО | |
1968, декабрь | 943 600 | 2100 | 1977, декабрь | 1 040 ООО | 1270 |
На основании этих показателей вопросам рационального использования источников питания необходимо уделять должное внимание. Например, по внешней характеристике электромашинного преобразователя видно, что потери в стали от магнитного потока на холостом ходу превышают потери при нагрузке. На
трафиках (рис. 6) уП П1ЩЛПрГДтТТ deg; п/тарц aтp,тp;.uppгтт
на холостом ходу для ngep6jT-1 OOijp, включенного
Работает oiun стати
Работают (Ша стат поочередно
три станка точередно
;м
на нагрев шестерен laquo;по впадине raquo;. Цикл нагрева одной впадины в этом случае длится 1,5 с, а технологичедкая пауза (подстужива-ние - охлаждение) - 4 с - время, когда преобразователь работает на холостом ходу. При хорошо составленной циклограмме работы станков потери на холостой ход можно свести до минимума,
полностью загрузив преобразователь.
Таким образом, одной из тенденций применения индукционных нагревателей как потребителей электроэнергии является не только увеличение мощности на единицу оборудования, но и включение этого оборудования с наибольшим коэффициентом исполйзования во времени.
Характерной особенностью современных устройств для индукционного нагрева является замена электромашинных преобразователей частоты статическими, в частности тиристорными преобразователями частоты. Доля тиристорных преобразователей частоты для кузнечных нагревателей при штамповке деталей трактора К-701 составляет более 30%. Значительно меньшее применение имеют ти-ристорные преобразователи частоты при плавке металлов и термообработке. Как потребители электроэнергии устройства для индукционного нагрева по потребляемой мощности имеют следующий размерный ряд (кВт), применяемый в тракторостроении: 10; 25; 50; 100; 160; 200; 250; 500; 750; 800; 1000; 1600; 3200; 5000.
При наличии серийно выпускаемых источников питания от 50 до 1500 кВт меньшие разовые мощности получают включением параллельно двух и более нагревателей на один источник, питания, а большие мощности - включением параллельно от двух
и raquo;
Работают четире стант точереИт..щза 0.5 с
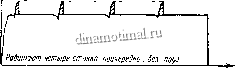
Рис. 6. График потерь электроэнергии на холостом ходу преобразователя ВПЧ-100/8 при закалке шестерни (t/yx - напряжение холостого хода; ilfi - напряжение нагрузки) *
до Шести преобразователей на один нагреватель. Koэффициeнf мощности потребителя (нагревателя) cos ф зависит, как известно, от типа устройства для индукционного нагрева, в промышленных условиях его численное значение колеблется в широких пределах. Как для промышленной частоты, так и на средних и высоких частотах коэффициент мощности компенсируется установкой конденсаторных батарей с настройкой на резонансную частоту последовательного или параллельного .-колебательного контура. Допускается принимать в эксплуатацию устройства для индукционного нагрева с опережающим коэффициентом мощности cos ф = = 0,85 н-0,95. Коэффициент полезного-действия нагревателя т] зависит от целого ряда факторов и имеет поэтому несколько наименований, главные из которых электрический, термический и общий. Для технолога в первую очередь важен общий к. п. д. установки т]у, который определяется из выражения гу = т]/Т]эТ1 , где П, т]э, T]i, - к. п. д. термический, электрический и источника питания.
Термический к. п. д. характеризует устройство по тепловым потерям в окружающее пространство. Для его увеличения используют футеровку нагревателей или индукторов с высокими технологическими характеристиками, например на основе жароупорных бетонов. В некоторых случаях используют тепловые потери для предварительного подогрева обрабатываемого материала.
Электрический к. п. д. учитывает потери электрической энергии в токопроводах, индукторах, конденсаторах и излучаемые электромагнитным полем. Потери в индукторах, токопроводах можно снизить за счет увеличения сечения проводника или повышения коэффициента использования сечения меди, выполняя это сечение по определенной форме.
Повышение электрического к. п. д. достигается также за счет увеличения коэффициента связи системы индуктор-деталь, т. е. за счет снижения зазоров между ними или за счет выполнения индуктора соленоидного типа бесконечной длины.
Одним из важнейших требований кГ современным устройствам для индукционного нагрева является их надежность. Для обеспечения надежности увеличивают зазоры между токопроводом и нагреваемой деталью, увеличивают габаритные размеры конденсаторных батарей, шинопроводов и т. д., что приводит к снижению электрического к. п. д.
Необходимо отметить, что электрический к. п. д. в настоящее время может являться вторичным по отношению к технологичности устройства. К- п. д. источника питания в зависимости от типа источника (электромашинный преобразователь частоты, ламповый генератор, тиристорный преобразователь частоты, сетевой трансформатор и т. д.) изменяется в широких пределах, но нормативно должен быть не ниже 65%. Вполне естественно, что он зависит не только от типа источника, но и от режима его использования (рис. 6).
при заданной конструкции индукционного нагревателя и выбранном типе источника питания задача повышения к. п. д. устройства сводится к улучшению организационно-технических мероприятий, направленных на снижение расхода электроэнергии в процессе эксплуатации электротермического оборудования. При этом значительную роль играют такие показатели, как стабильность напряжения питающей сети и удельный расход электроэнергии на тонну нагреваемого металла.
Машиностроительное предприятие является многоплановым и в разное время суток резко переменным по энергопотреблению. Механообрабатывающие цехи работают преимущественно в две смены с перерывами на обед и пересменки. Нагревательные средства, установленные в едином технологическом потоке, например закалочные и отпускные агрегаты, устройства для наплавки, пайки и т. п., работают в режиме общих технологических потоков, и для них напряжение питающей сети, остается преимущественно постоянным в течение всего времени работы. Для нагревательных средств с непрерывным технологическим процессомили работающих периодически в три смены (литейные, кузнечнйе и др.) напряжение питающей сети нестабильно во времени. В дневнуюсмену оно понижено, а в ночное время, обеденные перерывы и т. д., наоборот, повышено. Это приводит к увеличению или уменьшению времени нагрева деталей, снижению или повышению мощности нагрева и как результат к резкому изменению термического к. п. д. нагревателя. В этом случае изменяется не только общий к. п. д. установки, но может отмечаться и брак обрабатываемой продукции. Характерно, что устройства для индукционного нагрева с источниками питания, имеющими значительный момент инерции, не чувствительны к изменениям в питающем напряжении. В то же время безынерционнные источники питания, такие, как тиристор-ные преобразователи частоты, резко реагируют на колебания в сети. Качество нагрева от т. п. ч. заметно искажается при работе в дневное и вечернее время; требуется разработка и установка в их схемах специальных устройств стабилизации напряжения питающей сети.
Под удельным расходом электроэнергии принято понимать затраты электроэнергии в киловатт-часах на единицу массы, объема, поверхности нагреваемого тела. Наиболее широко используется в машиностроении удельный расход электроэнергии в киловатт-часах на 1 т нагреваемого металла или на 1 шт. нагреваемого изделия. В экономических расчетах в понятие laquo;нагреваемый металл raquo; входит масса обработанной продукции, например штамповки, поковки и т. п. В термическом производстве преимущественное применение нашел удельный расход на штуку обработанной продукции. В связи с тем что поштучное измерение удельных расходов условно и применимо только для конкретного материализованного вида продукции (ось, полуось, вал, шестерня и т. д.), в основном при определении себестоимости ri трудоемкости этой про-
дукции, целесообразно рассмотреть динамику удельных расходов электроэнергии на 1 т нагреваемого металла. В зависимости от принятой технологии при обработке металла, а также от выбранной конструкции устройства для индукционного нагрева удельный расход электроэнергии может изменяться в значительных пределах Например, при резке штанг (прутков) с предварительным индукционным нагревом можно использовать частоту переменного тока промышленной сети 50 Гц или среднюю частоту переменного тока 500 Тц и более, где требуется преобразователь частоты. К. п. д. преобразователя частоты скажется на общем удельном расходе электроэнергии на 1 т нагреваемоЕО металла. В то же время использование преобразователя частоты для нагрева тех же прутков под резку в зонах реза (поясковый нагрев) или всего прутка (сплошной нагрев) даст совершенно иной результат. Решающее влияние будет оказывать не к. п. д. преобразователя, а принятая технология нагрева. Фактически измеренный удельный расход электроэнергии при нагреве и изготовлении деталей трактора К-701 дан в табл. 2. Из таблицы видно, что удельный расход электроэнергии на 1 т нагреваемого металла в большей степени зависит от принятой технологии и состояния электротермического устройства и в значительно меньшей - от исходных характеристик источника питания.
Для машиностроительных заводов, являющихся потребителями электротермического оборудования, важными являются не только техническая характеристика этого оборудования, но и условия его эксплуатации. В зависимости от условий эксплуатации средств индукционного нагрева можно значительно уменьшить удельный расход электроэнергии на единицу продукции и тем самым снизить затраты на изделие в целом. Основные пути снижения удельного расхода электроэнергии: повышение коэффи-циекга использования оборудования, нагрев при высоком коэффициенте мощности нагрузки, сокращение времени нагрева и снижение тепловых потерь. Кроме расхода электроэнергии на основной технологический процесс осуществляется, как правило, дополнительный расход электроэнергии на вспомогательные операции при этом процессе (затраты на работу электродвигателей, маслоохладительных станций,- систем водоснабжения и т. п.). Электроэнергия требуется также на вспомогательные операции при эксплуатации электротермического устройства (режим наладки оборудования и настройки на оптимальные условия, пробные и контрольные нагревы, нагрев в период ремонтов и т. п.).
Задача увеличения коэффициента использования электротермического оборудования - это прежде всего повышение роли основных технологических операций. Периоды переналадок и ремонтов должны быть сокращены До минимума, работа вспомогательных систем построена на самоокупаемости энергетических затрат, т. е. с использованием вторичного сырья путем его
| 1 2 [ 3 ] 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




