 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 [ 2 ] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
2. Основы применения устройств для индукционного нагрева в производственных условиях
Электротермическое оборудование для индукционного нагрева проектируется и выпускается электротермическими предприятиями с учетом обп1.их условий и требований к нагреву. Блочное исполнение и рекомендуемая компоновка иногда не могут быть использованы без изменения при внедрении какой-либо технологии с предварительным нагревом.
Круг задач, которые решаются при выборе такого оборудования, определяется по двум направлениям: по степени использования производственных мощностей машиностроительное производство может быть полностью освоенным и для его расширения или модернизации вводятся дополнительные технологические участки, в том числе с индукционным нагревом, без остановки основного производства. Это реконструкция laquo;в действующем цехе raquo;, обязывающая технолога и электротермиста прежде всего выбрать энергоноситель (газ, электроэнергия и т. п.) и определить степень реконструкции - устанавливать ли покупноеоборудова-ние без переделки или приспособить его к конкретным условиям с какой-то долей конструктивных и технологических изменений.
В другом случае машиностроительное производство может полностью или частично создаваться вновь. В этих условиях задачи технолога и электротермиста несколько отличаются и сводятся к наиболее рациональному освоению laquo;пустых raquo; производственных площадей. В обоих случаях как проектирование,*так и конкретное производственное внедрение начинается с технического задания на разработку оборудования. Осуществление технологического процесса предполагает наличие близкого известного прототипа в смежной или иной отрасли производства либо создание нового технологического процесса на более высоком уровне.
Теория расчета индукторов и высокочастотной установки в целом в настоящее время достаточно хорошо разработана, однако технологи ставят всегда новые и новые задачи. Выбору оборудования и его компоновке предшествует этап технологических, энергетических и технико-экономических исследований.
Повсеместное внедрение атомной энергетики, ограниченность природных энергетических источников сырья обязывают во многом пересмотреть устаревшие взгляды на возможность применения электронагрева только в ограниченных объемах. Практика показывает, что традиционно неэлектротермические процессы, такие, как низкотемпературная сушка материалов и изделий, нагрев заготовок под пластическую деформацию и прочие, оказываются не только экономически целесообразным!?, но в некоторых случаях и единственно возможными (при нагреве т. в. ч.). Более того, электротермические устройства часто определяют технико-эко-Ш
комическую целесообразность не только электронагрева, но й всего технологического комплекса в целом.
Использование индукционного нагрева, например при резке прутков и труб, увеличивает производительность в 10-15 раз, снижает расход режущего инструмента и металла, а догрев прутков между прокатными станами черновой и чистовой клетей предполагает экономию в натуральном выражении до 1 млн. руб. в год и более для прокатного стана средней мощности. Таким образом, при выбранном виде энергоносителя определяют тип устройства для индукционного нагрева и его компоновку по следующим вспомогательным условиям.
1. Параметры материалов и изделий, предназначенные для нагрева, должны включать сведения о самом материале: физические и химические свойства, такие, как марка стали, удельное электрическое сопротивление, магнитная проницаемость, температура плавления и другие, а также сведения об изделии в целом: механическая прочность, кривизна, габаритные размеры, масса, конфигурация и т. д.
2. Технологический процесс нагрева должен быть обусловлен предшествующими и последующими технологическими операциями с указанием необходимого температурного режима и характера нагрева, скорости нагрева и охлаждения (если это необходимо), точности поддержания температуры самого изделия или рабочего пространства нагревательной камеры, способа загрузки и выгрузки и др.
3. Данные по производительности должны быть как по штукам, так и в тоннах для каждого отдельного изделия (заготовки) и для всей номенклатуры в целом; особое внимание обращается на соответствие технических параметров нагревательного средства техническим параметрам основного технологического оборудования, к которому оно йривязано. Например, производительность кузнечного индукционного нагревателя не должна быть ниже производительности обслуживаемого пресса, характер загрузки и выдачи изделий в данном случае определяется поштучно или комплектами, а также указываются общий разовый объем загрузки и почасовая или суточная производительность.
4. Качественные.показатели технологического процесса включают глубину и скорость нагрева, окончательную твердость поверхностного слоя, максимально допустимую температуру нагрева с допуском на отклонение, методы контроля в процессе нагрева и после технологической обработки.
5. Характер энергетической сети предприятия, цеха, участка определяет такие факторы в выборе устройств для индукционного нагрева: необходимость в дополнительных или основных понизительных подстанциях, одно- или многофазность нагревателя, размещение источников питания и преобразователей непосредственно на технологическом участке или за его пределами, необходимость в подводе воды, сжатого воздуха, масла и пр.
6. Состав оборудования для конкретней технологии должен обеспечивать- максимально возможное его использование с учетом механизации и автоматизации самого нагревательного устройства и примыкаемых к нему других технологических участков и оборудования, например мойки, очистки, правки и др.
7. Количественные и качественные показатели оборудования для нагрева с учетом их резервирования, максимального использования, рациональной стоимости должны создавать наилучшие условия обслуживающему персоналу для достижения максимальной производительности. Случаи простоя, возможных аварий учитываются при комплектовке и расстановке вспомогательного оборудования, обеспечивающего ремонт и эксплуатацию нагревательных средств. Так, базу по изготовлению и ремонту индукторов следует располагать в непосредственной близости от основных нагревательных средств, а ее обслуживающий персонал должен быть хорошо осведомлен о принципе работы и конструкции всего устройства для индукционного нагрева.
8. Выбор компоновки устройства для индукционного нагрева осуществляется в полном соответствии с правилами: устройства и эксплуатации электрических промышленных установок; технического обслуживания электротермических устройств; техники безопасности и пожарной безопасности, а также с действующими правилами на данном конкретном предприятии и с учетом обеспечения наилучших условий для обслуживающего персонала. К этой группе вопросов относятся системы внешней вентиляции, дымо-и газоудаления, теплового и электромагнитного экранирования, транспортировки изделий и пр.
9. Важно, чтобы выбор оборудования был согласован с технологическими системами участка, здания, поэтому параллельно выполняется проект строительной части здания, разработка проекта по промышленным проводкам (энерго- и водоснабжение, канализация, кондиционирование и др.).
10. Одним из важнейших этапов в выборе оборудования для индукционного нагрева является организационная структура принятого технологического процесса. В массовом производстве, например, при закалке для определенной группы деталей может использоваться высокопроизводительный закалочный станок, работающий от одного мощного источника питания или группа из нескольких однотипных закалочных станков, работающих от автономных источников питания. Их компоновка и энергопривязка, естественно, будут различны, но в обоих случаях это может быть выполнено рационально или нерационально.
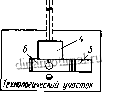
На рис. 1 показаны варианты компоновки устройства для закалки тракторных деталей с питанием от тиристорного преобразователя частоты. Видно, что выполнение тиристорных преобразователей частоты в комплекте с нагревательным блоком и закалочным (технологическим) устройством, так называемое комплексное исполнение, значительно полезнее, чем блочное. Экономится
Машин- | |||
Т~ныи за/1 | |||
ffi II | |
Тештгичкш участок | |
электроэнергия за счет снижения потерь на высокочастотных кабельных трассах, снижается стоимость конструкторских, производственных и строительно-монтажных работ, улучшаются технологичность процесса, а также условия наладки и ремонта всего комплекса.
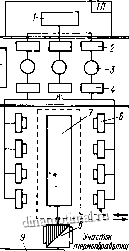
Вариант компоновки целого участка термообработки шестерен с закалкой и отпуском на группе станков, питающихся от электромашинных преобразователей (рис. 2) также дает представление о влиянии организационной структуры технологического процесса.
Закалка шестерен по впадине производится на закалочных станках автономно (рис. 2, а) от типовых закалочных высокочастотных установок И32-100/8. Электромашинные преобразователи загружены не полиостью, так как процесс нагрева длится 1- ,5 с. В паузах происходят под-стуживание, охлаждение и иные операции. В это время преобразователь работает на холостом ходу. При проектировании и эксплуатации комплексных участков возникает возможность перестроить полностью структуру участка термообработки, для этого в схему типовой высокочастотной установки достаточно внести незначительные изменения. Поставив закалочные станки на последовательно-параллельный режим работы от одного, преобразователя, можно значительно освободить технологический участок от излишних блоков- и целых установок.-
Участок термообработки (рис. 2, б) работает по режиму: каждые четыре станка параллельно от одного преобразователя (один преобразователь в резерве). Особенностью данного участка является и то, что простым изменением характера загрузки отпускной печи освобождается линия отпуска деталей. В зависимости от размеров рабочего окна печи шестерни подаются в первом случае плашмя, а во втором - на ребро, благодаря чему загрузку печи можно увеличить с четырех шестерен до восьми.
11. При решении организационной структуры участка с использованием индукционных установок большую роль играет принцип автономности технологических операций или их агрегат-
Рис. 1. Компоновка закалки тракторных
устройства деталей с
для пита-
нием от тиристорного преобразователя частоты: а - блочное исполнение; б -
комплексное исполнение; / - трансформаторная подстанция; 2 - автомат пусковой; 3 - тиристорный преобразователь частоты; [4 - нагревательный блок с закалочным трансформатором: 5 - пульт управления: 6 - закалочный станок
йоё использование. Для Машиностроительного производства, характеризуемого массовостью, поточные линии отвечают самым жестким требованиям. Так, в комплект трактора laquo;Кировец raquo; для навесных механизмов входит 26 тарельчатых пружин. Ежегодная
II II п
О О ООО
34 Э-5
1 amp;
I
Участок гттфт
шестерен
Рис. 2. Групповой участок т. в. ч. закалки деталей с питанием от элеетрома-шинных преобразователей: а - автономная работа преобразователей; б - последовательно-параллельная работа преобразователей;
/ - трансформаторная подстанция; 7 - блок пуска преобразователя; 3 - электромашинный преобразователь: 4 - блок контакториый; 5 - блок охлаждения преобразователя: 6 - закалочный станок: 7 - конвейер для транспортировки деталей: 8 - отпускная электропечь: 9 - конвейер термообработаниых деталей
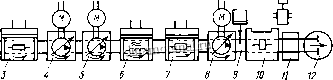
программа составляет более 500 тыс. этих деталей. Тарельчатая пружина вырубается из горячей полосы на прессе, формуется в горячем виде на другом прессе, термообрабатывается, очищается и т. д. Преимущества агрегатной технологической обработки тарельчатой пружины при одном и том же виде энергоносителя - электроэнергии - показаны на рис. 3. Агрегатная обработка машиностроительных деталей с индукционным нагревом предполагает участие обслуживающего персонала на определенных операциях или полную автоматизацию заданного технологического процесса. Автоматическая линия термообработки дисков трения (рис. 4) трактора К-701 включает автоматическую загрузку, нагрев перед закалкой, выравнивание температуры, охлаждение справкой в правильном прессе. Кроме того сюда входят повторный нагрев перед отпуском, выдержка,-х1хлаждение, электромагнитный контроль качества термообработки, повторная правка и отбраковка, а также автоматическая выгрузка готовых деталей. Оператор-термист в этом процессе не участйу-ет.
Из приведенных примеров ясно, что выбор оборудования как для одного агрегата, устройства, так и для всего технологического комплекса в целом требует от проектировщика и эксплуатационника знания технико-экономических преимуществ и сущности

S 10
Рис. 3. Вырубка с формовкой и термообработкой тарельчатой пружины трактора К-700 (технологическая планировка): а - нагрев в электропечах; б - нагрев в индукторе;
/ - печь электрическая камерная Н-85; ? - пресс кривошипный усилием ?. gt;0 тс; ? - пресс винтовой фрикционный усилием 160 тс; 4 - бак закалочный для масла; 5 - печь электрическая шахтная ПН-.34; 6 - полуавтоматический индукционный нагреватель; 7 - ленточный конвейер; 8 - автомат для индукционного догрева пружины после формовки; 9 - закалочио-моечный агрегат; 10 - проходная отпускная электропечь
1 2
Рис. 4. Функциональная схема автоматической линии термообработки дисков трения:
/ - стол автоматической загрузки дисков; 2 - индукцион1)ЫЙ нагреватель дисков под закалку; 3 - радиационный электронагреватель для выравнивания температуры; 4 - гидравлический пресс для правки и закалки; 5 - моечная машина; 6 - индукционный нагреватель для отпуска дисков; ? - радиационный электронагреватель для выдержки; 8 - гидравлическая камера охлаждения для термоотпуска; 9 - электромагнитный контрольный пост качества термообработки; 10 - пост гидравлической повторной правки; - пост отбраковки дисков; 12 - стол автоматической
выгрузки дисков
того или ИНОГО технологического и электротермического устройства, а также требований, предъявляемых к нему. В этом плане Интересно рассмотреть устройство для индукционного нагрева как потребителя электрической энергии.
Устройства для индукционного нагрева в любом технологическом процессе выступают прежде всего как потребители электрической энергии и характеризуются со стороны питающей сети
| 1 [ 2 ] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




