 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Применение индукционного нагрева
1 2 3 4 5 6 7 8 9 10 [ 11 ] 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
По обычному численному электрическому расчету индуктора ускоренного нагрева число секций, их длина, а также количество витков и шаг намотки в секциях различны. Это затрудняет взаимозаменяемость секций и их использование.
Графическое определение параметров индуктора с достаточной для практики точностью позволяет принимать в конструкции индуктора однотипные секции с равными размерами. Путем дробления индуктора на секции с одинаковой длиной и равным числом витков удалось добиться взаимозаменяемости на нагревателях с раз-ными индукторами. В этом случае секции соединяются между собой параллельно или последовательно в зависимости от того, какая мощность передается в нагреваемую заготовку. Число секций определяет степень прогрева заготовок, схема включения - производительность нагревателей, конструкция секций - к. п. д. индуктора. Замена одной секции другой качественно не влияет на процесс нагрева и осуществляется достаточно быстро.
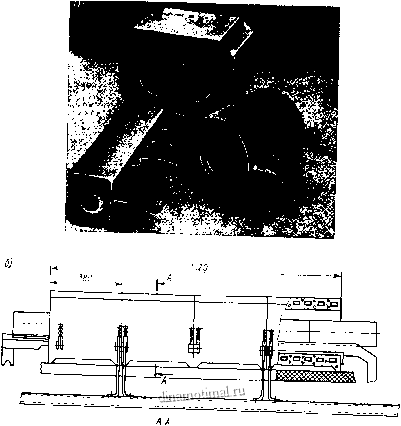
Разработаны индукторы на основе жароупорного бетона, который является теплоизоляцией и одновременно конструкционной (несущей) частью индуктора (рис. 17). Состав жароупорного бетона для термо- и электроизоляционных покрытий индукторов имеет много преимуществ по сравнению с применявшимся до настоящего времени: в нем нет вредных для здоровья примесей, он технологически просто наносится на индуктор и состоит из вторичных материалов, используемых в металлургическом производстве. При наличии достаточно высоких физико-механических свойств, таких, как прочность на сжатие (190-220 кгс/см), прочность на разрыв (более 30 кгс/см), огнеупорность (1600 deg; С) и др., качества бетона в процессе работы не претерпевают значительных изменений, футеровка индуктора механически не разрушается, отсутствуют оседание и существенное уплотнение материала, нет выгорания составляющих элементов. Стойкость индуктора значительно повышена; он не требует ухода и ремонта и эксплуатируется в течение года и более без замены.
Постоянство температуры на поверхности заготовки при нагреве в индукторе обеспечивается балансом мощностей: потребляемой нагревателем, передаваемой в металл и излучаемой с различными видами потерь.
Ускоренный методический нагрев имеет недостатки: при перегрузке нагревателя происходят быстрый перегрев металла, его расплавление и выход из строя индуктора или части конденсаторов. Выход из строя индуктора в результате высокочастотного пробоя между витками возможен также не только за счет расплавления, но и в параллельном нагревательном контуре при отсутствии заготовок в индукторе. Тем не менее, независимо от схемы включения нагревательного контура при выбранной схеме индуктора с изотермическим нагревом можно отметить опреленные только ему присущие явления.
Нарастание температуры при обычном нагреве идет с повеох ности заготовки, причем температура сердцевины может значи тельно отставать от поверхности (на 200-400 deg; С), а среднее время
Л V | ||
J /я | ||
Рис. 17. Внешний вид (а) и схематическое изобра- жение (б) индуктора с теплоизоляцией на основе жароупорного бетона
нагрева колеблется, например, для заготовки 0 70-110 мм в пределах 600-900 с. Установлено опытным путем, что при ускоренном нагреве заготовки передней подвески автомобиля laquo;Москвич raquo;, штампуемой на кузнечном оборудовании, температура поверхности заготовки достигает 1200 deg; С за первые 36 с при мощности индуктора 240 кВт, а средний прирост температуры по всему сечению
3 в. д. Сидоренко 65
составляет +5 deg; С/с. За последующие 16 с средняя температура сердцевины достигает 1260 deg; С, а средний рост температуры снижается до 3,72 deg; С/с.
В ряде случаев отмечается превыщение температуры сердцевины (по контрольным зачеканенным термопарам) над температурой поверхности на 20-40 deg; С, общее время нагрева одной заготовки до ковочной температуры 1200 plusmn; 30 deg; С составляет 200 - 240 с. Температура равномерна по длине и сечению заготовки.
Выравнивание температуры по сечению заготовки снижает значение тока нагрузки главного двигателя пресса, например КГШП-4000, на 50% и обеспечивает его нормальную работу. В этом случае (при равномерном нагреве) не требуется перегрева хотя бы до допустимых пределов поверхности заготовки, тем самым не требуется перегрузки по напряжению на конденсаторе. Рабочее напряжение на конденсаторах нагрузочного контура заведомо поддерживается в пределах или ниже нормы, поэтому нет излишних выходов из строя конденсаторов по причине пробоя. Из-за этого же улучшаются условия работы индуктора, так как снижаются выходы его из строя по причине пробоя и расплавления. В конечном итоге при таком режиме работы повышается надежность нагревателя, отпадает необходимость в дежурстве электрика-электротермиста, повышается коэффициент использования оборудования.
На современном этапе развития индукционного нагрева проектные и конструкторские работы по определению оптимального типа индуктора для кузнечных заготовок можно выполнять в заводских условиях. При выборе соответствующей механизации этих индукторов встречаются трудности.
Установки для кузнечного методического нагрева мерных заготовок по способу передвижения в индукторе соленоидного типа на практике делятся на следующие основные виды:
1) с толкателем пневматическим, гидравлическим или механическим, когда заготовки проталкиваются laquo;столбом raquo; последовательно, одна за другой, дискретно;
2) с роликовым приводом, когда заготовки продвигаются в индукторе непрерывно за счет обжатия между приводными или вторичными роликами;
3) с механическим приводом типа laquo;шаг raquo;, когда заготовки продвигаются по циклу подъем-продвижение вперед-опускание с возвратом шагающего механизма в исходное положение;
4) с механическим приводом типа бесконечной цепи Галля, входящей в индуктор с заготовками.
Наряду с механизмами, осуществляющими продвижение мерных заготовок в индукторе и подачу их на рабочий стол пресса, одно из важнейших мест занимают накопители и механизмы подачи заготовок в индуктор. Механизации и автоматшации процессов загрузки кузнечных заготовок большое внимание уделяется как у нас в стране, так и за рубежом. Имеется целый ряд надежно
работающих линий и устройств по накоплению заготовок и загрузке индукторов, но их количество и, главным образом, качество обслуживания значительно ниже потребностей производства.
Хорошо зарекомендовал себя механизированный загрузчик ЭНИКмаша с бункерным накопителем, приспособленный к индукционному нагревателю (рис. 18) для штамповки тракторных деталей среднего сечения 20-80 мм. Его преимущество в том, что он практически встраивается в нагреватель с любой механизацией
Рис. 18. Иидукциоииый нагреватель с бункерным накопителем
перемещения заготовок в индукторе. Такие загрузчики работают совместно с механизмами типа laquo;шаг raquo;, толкательными, роликовыми и др. Для деталей большого сечения они непригодны. Заготовки диаметром 90-150 мм загружаются в индукционный нагреватель с помощью магнитной руки или вибробункером (рис. 19).
Нагрев концевой и зонный заготовок под высадку и ковку имеет свои особенности. Особое место в этом ряду занимает нагрев длинномерных тяжелых заготовок типа штанг и прутков. Во-первых, технология нагрева и обработки таких заготовок предполагает обязательное наличие.какой-либо механизации, во-вторых, отпадает возможность широкого использования цилиндрических индукторов и, в-третьих, нагрев концов штанг почти всегда связан с наличием неравномерной температуры по длине штанги. Штанги, прутки, мерные заготовки длиной 400-1200 мм могут нагреваться в индукторах с продольным, поперечным и смешанным магнитным полем. При высоком темпе ковки (высадки) в индукторе может находиться одновременно несколько заготовок - в этом случае используются щелевые индукторы. Щелевые индукторы как одна из наиболее распространенных конструктивных форм нагревателя успешно применяются при высадке нескольких деталей от одного
прутка, в том числе от одного нагрева или от двух и более нагревов, выполненных поочередно. Конец прутка после высадки имеет остаточную теплоту, за счет которой температура его снижается до 400 -750 deg; С и оказывается различной и неравномерной по длине и очередности поковок.

Рис. 19. Индукционный нагреватель с вибробуикерным загрузчиком
Каждый последующий догрев прутка происходит при температуре, отличающейся от предыдущего уровня. Устойчивость режима при повторных нагревах сильно влияет на износ штамповых вставок и часто приводит к браку по поковкам. В некоторых слу-
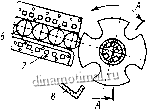
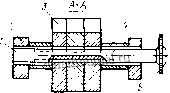
Рис. 20. Устройство для нагрева заготовок с барабанной выгрузкой: / - вал; 2 - подшипник; 3 - барабан сменный; 4 - втулка сменная; 5 ~ ко-лесо храповое; 6 - нагреваемая деталь; 7 - индуктор; S - лоток
чаях применяют двухчастотный нагрев: до температуры магнитных превращений используют частоту 50 Гц, а далее - более высокую частоту. Такой нагрев ограниченно эффективен и широкого применения не получил. Наиболее устойчивым режимом нагрева является многопозиционный нагрев прутков в щелевых индукторах
с загрузчиками барабанного типа [32]. Такие нагреватели надежны в работе, но имеют низкий к. п. д. за счет дополнительных электрических потерь в обратных (неактивных) токопроводах индуктора. Обработка деталей с предотвращением их подстывания на выходе возможна только в установке барабанного типа (рис. 20), представленной схематично. Рассмотрим конкретные нагреватели применительно к поточному производству.
8. Станки и поточные линии для нагрева металла перед пластической деформацией
Нагреватели для кузнечного нагрева делятся прежде всего по типоразмерам нагреваемых заготовок и заданной производительности нагрева, поэтому в своей основе всегда состыкованы с определенным типом ковочно-штамповочного оборудования. В зависимости от этого рассмотрим технические характеристики и достигнутый уровень механизации и автоматизации средств нагрева.
Для тракторного производства используется прессовое оборудование, имеющее усилие падающих частей или на главном приводном валу 1000-6300 тс, и ковочное оборудование усилием 200- 2000 тс. Для прессов типа КГШП-1000 усилием 1000 тс наибольшее применение нашли индукционные нагреватели, разработанные ВНИИ ТВЧ и модернизированные на заводе.
Индукционный нагреватель (рис. 21) представляет собой нагревательный блок с механизмами загрузки, перемещения и выгрузки заготовок, смонтированными непосредственно на его металлоконструкции. В верхней части нагревательного блока установлен секционный индуктор, под которым расположены в два ряда конденсаторы нагревательного контура. Доступ к конденсаторам и индуктору осуществляется через боковые двери, замена вышедших из строя конденсаторов и смена индуктора на другой типоразмер не представляют затруднений. Ошиновка контура выполнена между индуктором и выводами конденсаторов сквозными водоохлаждаемыми шинами, связанными с токоподводящим кабелем. Заготовки в индукторе расположены между подвижными и неподвижными направляющими, за счет смещения которых происходит перемещение заготовок по циклу шагового толкателя подъем-движение .вперед -опускание-движение назад-- подъем. Такой шаговый толкатель с регулируемым шагом от эксцентрического привода впервые применен в отечественной электротермии для нагрева тракторных деталей и имеет целый ряд преимуществ, особенно по сравнению с обычным пневмотолкателем.
Этот механизм дает возможность перемещать в индукторе заготовки с заусенцами и косым срезом, устраняет зацепление последних с витками или изоляцией и в случае необходимости позволяет полностью выгрузить холодные или горячие заготовки. С помощью такого механизма перемещаются заготовки с переменным профилем по длине и сечению, что исключено в других загрузчиках.
| 1 2 3 4 5 6 7 8 9 10 [ 11 ] 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 |




