 |
www.chms.ru - вывоз мусора в Балашихе |
|
www.chms.ru - вывоз мусора в Балашихе |
Динамо-машины Прецизионные датчики, индукция
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 [ 39 ] 40 41 42 43 44 45 46 47 48 49
в связи с тем, что- машины TKF предназна-чены для изготовления точных шкал и лимбов, штатное разметочное устройство рассчитано на выполнение штриха длиной не более 12 мм, поэтому для изготовления негатива обмотки гтриходится проектировать и изготовлять разметочное устройство заново. Кроме этого, в комплекте машины имеются храповые колеса только с 100 и 120 зубьями, и для выполнения негативов с р=2 приходится дополнительно изготовлять храповик с г=128. Кроме того, для секторных распределенных обмоток при р=180 с шагом 2я/352 необходим храповик с 2=88. Конструкция привода червячного колеса позволяет выполнять обмотки с шагом, не укладывающимся целое число раз на окружности, и обмотки с переменным шагом - в неавтоматическом режиме.
Заготовку фотошаблона изготовляют из оптического стекла типа К-8 с пузырностью не хуже 2-й категории. Поверхность стекла должна иметь шероховатость не хуже 14-го класса и иеплоскостность не хуже трех-четырех колец Ньютона. Стекло покрывают слоем серебра толщиной 1-1,25 мкм. Нарезку обмотки производят алмазным резцом при малой нагрузке по предварительно покрытой воском (2-3 мкм) поверхности. Допускаются неснятые участки серебра; по окончании нарезки позитив травят 3-5 с в растворе соляной кислоты для удаления остатков серебра. С позитива может быть получено нужное количество рабочих копий фотохимическим методом.
В качестве армирующего материала для фотошаблона можно применять лишь металлы с малыми коэффициентами расширения (суперинвар, ковар и т. п.). Рабочий фотошаблон покрывают тонким слоем лака. Как показывает опыт, с одного рабочего фотошаблона может быть получено до 50 отпечатков обмоток. При. большой серии целесообразно изготовлять фотошаблоны с напылением хрома, имеющего хорошую адгезию со стеклом. Это резко увеличивает срок службы фотошаблона.
Механическая и термическая обработка оснований не имеет каких-либо особенностей. Если в качестве несущих дисков используется сталь или другой металл, а токоподводящие слои обмоток образуются методом приклеивания, следует наряду с плоскостностью поверхности основания обеспечить необходимую ее шероховатость. В фирме Olivetti рабочую поверхность зачищают вручную шлифовальным камнем, затем губкой и промывают соляной кислотой. Наибольшее распространение получил способ образования то-коведущего слоя путем приклейки медной фольги или фольгиро-ванного стеклопластика. Приведем технологию фирмы Olivetti.
1-я операция - склейка. Склейку ведут на прессе. На рабочей поверхности пресса укладывают:
а) лист картона толщиной 0,1-0,2 мм, служащий для равномерного распределения нагрузки по всей площади пластины;
б) лист из нержавеющей стали толщиной 2-3 мм, служащий для предохранения медной фольги от повреждения при нагревании;
в) лист медной фольги толщиной 0,07 мм с изоляционной подложкой толщиной 0,02 мм;
г) лист специального термопластического клея (патент США №2 647 843);
д) стальное осиорацие индуктосина.
Процесс склейки производят при удельном давлении 20- 25 кгс/см2 и рабочей температуре 154-180 deg; С. Процесс длится 4 ч: 1 ч - нагрев, 2 ч - выдержка при заданных режимах, 1 ч - охлаждение.
На прессе можно укладывать одновременно до 50 оснований в два ряда.
2-я операция обрезка листов.
3-я операция - нанесение на медную поверхность фоторезис-торного слоя. Эту операцию проводят- в следующем порядке:
а) очищают медную поверхность фетром;
б) -промывают раствором аммиака;
после промывки заготовки, поступают па специальную машину, установленную в отдельном помещении с освещением, предотвращающим засветку фоточувствительного слоя;
в) промывают триалином и просушивают при вращении стола машины;
г) наносят фоторезисторный слой кистью.
Получение равномерного слоя толщиной 0,005 мм с одновременной сушкой обеспечивается вращением стола с заготовкой при laquo;=200-;-300 об/мин в течение 3 мин.
4-я операция - засвечивание фотослоя.
Операцию выполняют в термокоистантном помещении при 20+0,5 deg; С и влажности 90% на специальной машине.
Плотное беззазорное прилегание шаблона к верхней поверхности заготовки обеспечивается вакуумным устройством. Для обеспечения герметичности по всему периметру шаблона проложена резиновая прокладка.
5-я операция - процесс проявления - ничем не отличается от обычных процессов такого типа.
6-я операция. После проявления рисунок на заготовке становится слабо заметным. В целях удобства контроля рисунок смачивают специальными чернилами.
По истечении небольшого времени образец промывают, причем чернила остаются точно в тех участках, которые не были засвечены под шаблоном. Таким образом, вся будущая печатная обмотка визуализируется. С помощью микроскопа предварительно контролируют качество рисунка.
7-я операция - травление.
Для того чтобы не повредить нижнюю поверхность заготовки при травлении, ее заклеивают клейкой бумажной лентой, а боковые поверхности покрывают лаком.
Травление производят на специальной автоматической машине раствором, основу которого составляет кислота НС1. Процесс выполняют при непрерывном движении заготовки со скоростью около 5000 мм/мин. В конце пути производят промывку образцов и их очиЪтку.
8-я операция - контроль. Контролируют качество полученной обмотки. Проверяют качество выполнения каждого витка. Опасные выступы (распространяющиеся на большой длине) вручную вырезают, а углубления запаивают припоем.
Контролируют отсутствие перемычек или разрывов цепи. При нх наличии исправление производят вручную.
Технология производства большинства индуктосинов отечественного производства в общих чертах сходна с описанной. Разница состоит лишь в том, что приклеивают не фольгу, а фольги-
-50-30 -10 О 10 30 х,с

-30 -10 0-10 30 SO х,с
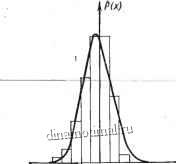
Рис. 85. Плотность вероятности распределения погрешности травления: а - средней линии; б - ширины
рованный стеклотекстолит с толщиной подложки 0,1-0,22 мм. Точности датчиков также примерно одинаковы: у датчиков фирмы Оливетти с параметрами D-175 мм, р=180 точность составляет plusmn;4 ; у датчиков ИПУ-5АМ с параметрами D= 142 мм, р=180 точность равна plusmn;4- plusmn;6 . Указанные показатели являются, по-видимому, предельными на настоящее время для датчиков с секторными обмотками. Основным источником погрешности является неточность выполнения обмоток по углу из-за неравномерности травления и неплоскостпости токопроводящих слоев.
Представление о величине угловых погрешностей при травлении дает рис. 85, а, б, где соответственно показаны гистограммы распределения погрешности ширины проводников и средней линии, измеренные у семидюймового индуктосина фирмы laquo;Индуктосин корпорейшен raquo; (США) по данным работы [1]. Диаметр обмотки составляет 175 мм фольга имеет толщину 0,05 мм. К сожалению, угловые измерения проведены лишь на одном диаметре, поэтому величины эквивалентных (приведенных к среднему диаметру) значений погрешностей по кривым определены быть не могут, однако величина неравномерности травления свидетельствует о возможности существования больших эквивалентных погрешностей. Более высокие точности при секторных обмотках могут быть получены при образовании токопроводящих слоев обмоток методом вакуумного напыления.
Как уже указывалось, одним из путей повышения точности является использование бессекторных многослойных обмоток. Технология их промышленного производства подлежит еще разработке, однако уже сейчас видно, что каких-либо принципиальных трудностей на этом пути нет.
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 [ 39 ] 40 41 42 43 44 45 46 47 48 49 |




